目录
石化行业如何选择合适的设备管理系统?全面解析与案例分享
在石化行业中,设备管理系统的重要性日益凸显。本文将围绕石化设备管理系统的关键功能、选择方法及实施步骤进行详细解析,并通过真实案例展示其显著效益。了解如何通过智能化工具提升效率、降低成本,为您的企业带来竞争优势!
用户关注问题
石化行业设备管理系统有哪些核心功能?
比如说,咱们公司最近想引入一套设备管理系统,但对石化行业的具体需求不太了解。到底这种系统有哪些核心功能呢?
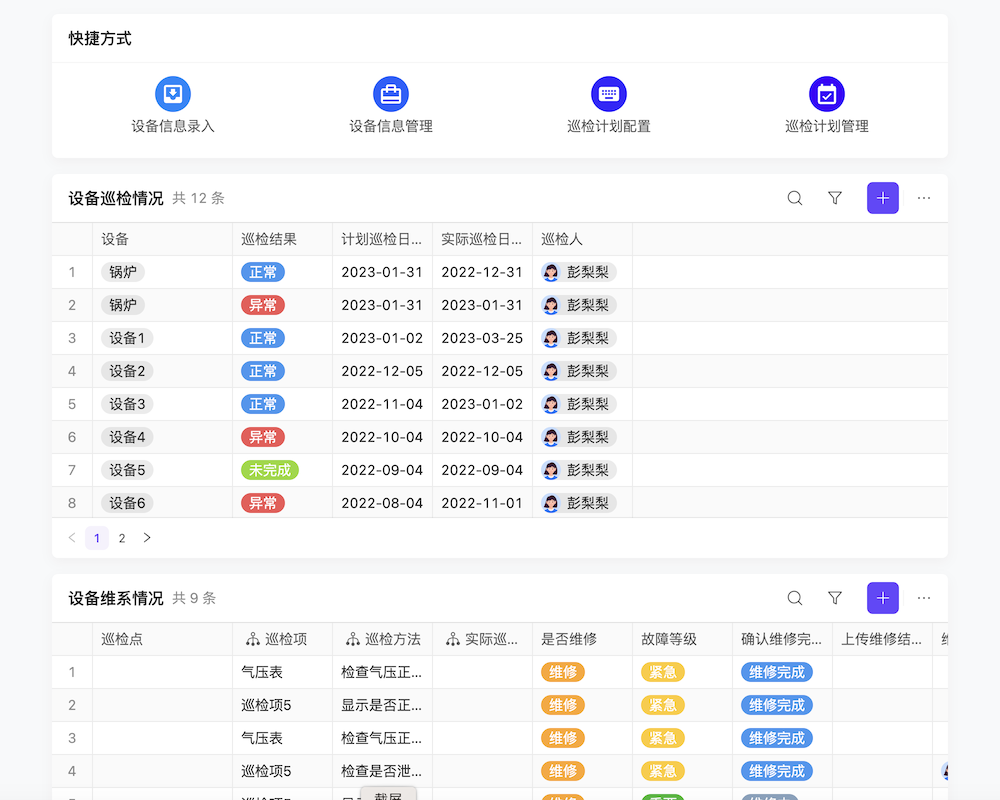
石化行业的设备管理系统通常包括以下核心功能:
- 设备台账管理:记录设备的详细信息,如型号、规格、使用年限等。
- 预防性维护计划:根据设备运行状况和历史数据制定维护计划,减少故障发生。
- 实时监控与报警:通过传感器和物联网技术,实时监控设备状态,一旦发现问题立即报警。
- 故障维修管理:记录每次维修的细节,便于后续分析和优化。
- 数据分析与报告:生成设备运行效率、维护成本等多维度报告。
建议您点击免费注册试用我们的设备管理系统,亲自体验这些功能的实际效果。

石化企业为什么需要设备管理系统?
比如,我朋友在一家石化企业工作,他们目前还是靠人工记录设备信息,他想知道为什么需要引入一套设备管理系统。
石化企业引入设备管理系统的原因可以从几个方面来看:
1. 提高效率:人工记录容易出错,且查找信息耗时长,系统可以快速准确地获取设备信息。
2. 降低成本:通过预防性维护减少设备故障,从而降低维修和停机成本。
3. 增强安全性:实时监控设备状态,及时发现潜在安全隐患。
4. 数据驱动决策:基于历史数据进行分析,为设备采购、升级等决策提供依据。
如果您想了解更多,可以预约演示,我们将为您详细介绍系统如何帮助石化企业提升管理效能。
如何选择适合石化行业的设备管理系统?
假设我现在有几家供应商的设备管理系统可供选择,怎么判断哪个更适合石化行业呢?
选择适合石化行业的设备管理系统可以从以下几个方面考虑:
1. 功能匹配度:系统是否具备石化行业所需的特殊功能,如防爆设计、高温高压环境适应性等。
2. 系统兼容性:能否与现有的ERP、MES等系统无缝集成。
3. 技术支持:供应商是否能提供及时有效的技术支持和服务。
4. 成本效益:综合评估系统的初始投入和长期收益。
5. 用户体验:界面是否友好,操作是否简便。
我们建议您可以先免费注册试用,亲身体验后再做决定。
免责申明:本文内容通过 AI 工具匹配关键字智能整合而成,仅供参考,伙伴云不对内容的真实、准确、完整作任何形式的承诺。如有任何问题或意见,您可以通过联系 12345@huoban.com 进行反馈,伙伴云收到您的反馈后将及时处理并反馈。