目录
制药企业物料管理系统:如何提升药企运营?
制药企业物料管理非常重要,它关系到药品质量、生产计划和监管合规。传统管理面临数据混乱、库存难控、追溯困难、供应商管理复杂等挑战。物料管理系统具有集成化数据管理、精准库存管理、高效质量追溯、完善供应商管理等功能特点,其实施流程包括需求分析、系统选型、系统部署、优化维护阶段,可为药企带来成本节约、质量提升等效益。
用户关注问题
制药企业物料管理系统有哪些功能?
我刚进一家制药企业,领导让我了解下物料管理系统。我就想知道这系统都能干啥呀,比如能管原材料采购不?能跟踪物料库存不?有没有什么特殊功能对制药企业很有用的呢?
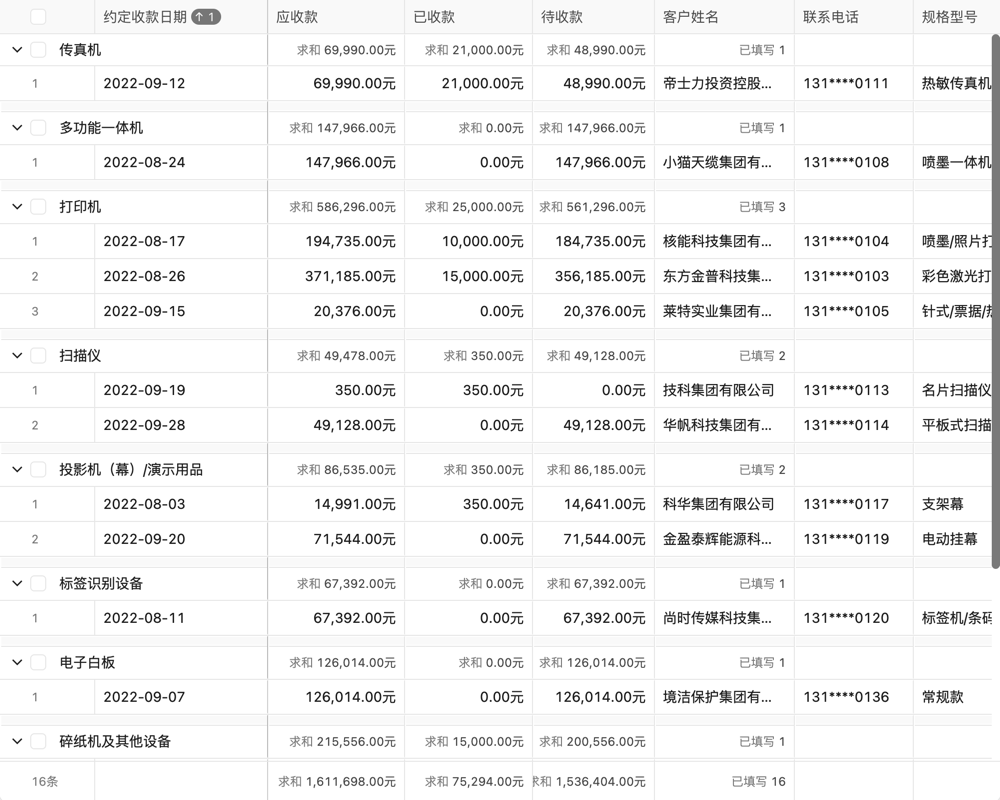
制药企业物料管理系统具有多种功能。首先,在物料采购方面,它能够记录供应商信息,便于筛选优质供应商,同时能精确规划采购量,避免积压或短缺。在库存管理上,可以实时跟踪物料的库存数量、存放位置,确保物料的精准查找与调配。例如,当生产部门需要某种原料时,能迅速定位其所在仓库位置并得知库存余量是否充足。在质量管控方面,可追溯物料的来源、批次,一旦出现质量问题,可以快速定位受影响的产品范围。对于制药企业来说,还有合规性管理功能,确保物料的管理符合相关法规标准。如果您想进一步了解我们的制药企业物料管理系统功能,欢迎点击免费注册试用。

如何选择适合制药企业的物料管理系统?
我们制药厂要选个物料管理系统,市场上种类太多了,我都不知道咋选。是不是得看它能不能满足我们特殊的生产流程啊?还得考虑啥其他因素呢?就感觉很迷茫。
选择适合制药企业的物料管理系统可以从以下几个方面考虑。从企业自身需求来看,如果企业生产流程复杂,就需要系统具备强大的流程定制功能。例如有些制药企业有多条生产线,不同生产线对物料的需求和使用顺序不同,系统要能灵活适配。从成本角度,不仅要考虑购买系统的初始成本,还要考虑后期维护、升级成本。从技术支持方面,系统供应商是否能提供及时有效的技术支持至关重要,因为一旦系统出现故障,可能会影响整个生产进程。从兼容性上,要考察系统能否与企业现有的其他软件系统(如生产管理系统、质量管理系统等)兼容整合。另外,还要关注系统的安全性,制药企业的物料数据往往涉及机密信息,如配方等。我们的物料管理系统在这些方面都有出色表现,欢迎预约演示来深入了解。
制药企业物料管理系统能提高生产效率吗?
我们制药企业最近想提升生产效率,有人推荐物料管理系统,我就纳闷儿了,这东西咋就能提高生产效率呢?难道就是把物料管好了就行吗?感觉没那么简单呢。
制药企业物料管理系统确实能够提高生产效率。从物料供应环节来看,系统能够提前预警物料不足的情况,避免因缺料导致生产线停工等待物料补充。在生产过程中,精确的物料配送安排,使得各工序能够顺畅衔接,不会出现因为物料供应不及时而造成的时间浪费。例如,通过系统调度,前一道工序完成后,下一道工序所需物料能立刻就位。而且,良好的物料管理减少了物料的寻找、搬运等无效作业时间。从长远来看,随着系统对物料数据的积累和分析,可以优化物料存储布局、采购计划等,进一步提高整体生产效率。若您希望亲身体验这种生产效率的提升,可点击免费注册试用我们的制药企业物料管理系统。
免责申明:本文内容通过 AI 工具匹配关键字智能整合而成,仅供参考,伙伴云不对内容的真实、准确、完整作任何形式的承诺。如有任何问题或意见,您可以通过联系 12345@huoban.com 进行反馈,伙伴云收到您的反馈后将及时处理并反馈。