目录
生产设备管理系统有什么功能和优势?全面解析助你了解
田沐霖
·
2025-06-16 19:28:40
阅读5分钟
已读1185次
生产设备管理系统有什么关键作用?它不仅能够优化设备全生命周期管理,还能显著提升企业生产效率。通过设备档案管理、预防性维护计划、实时监控报警等功能,系统有效降低维修成本与停机时间。了解更多核心优势,帮助企业实现智能化生产。
用户关注问题
生产设备管理系统有哪些核心功能?
工厂里的设备越来越多,管理起来特别麻烦。听说有生产设备管理系统可以帮上忙,那这种系统到底有哪些核心功能呢?
生产设备管理系统的功能非常全面,主要包括以下几个方面:
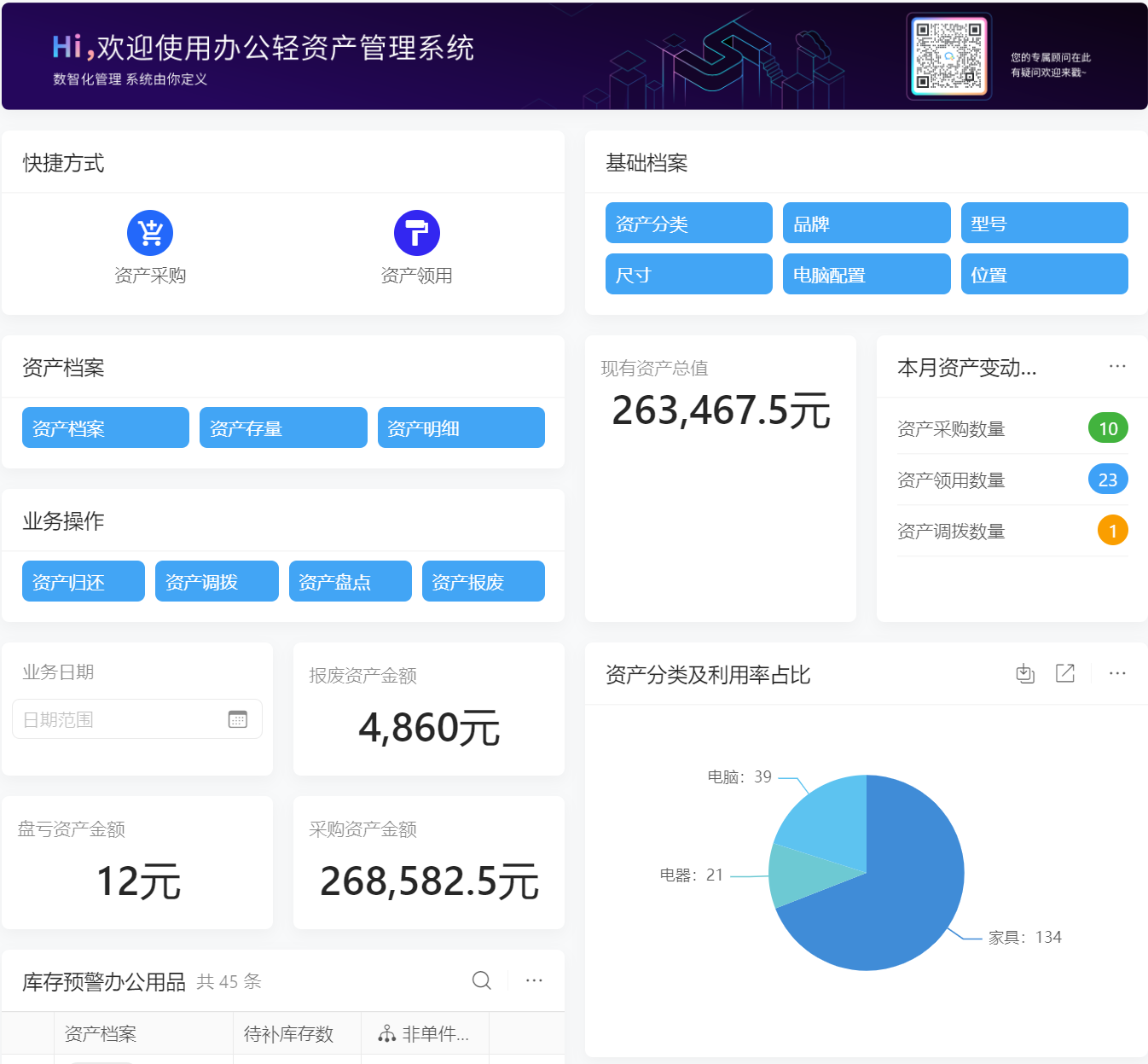
- 设备台账管理:记录每台设备的基本信息、采购时间、使用状态等。
- 预防性维护:通过设置维护计划,减少设备故障率。
- 故障报修:快速响应设备故障,提高维修效率。
- 绩效分析:利用数据分析工具,评估设备的使用效率和产出。

为什么需要引入生产设备管理系统?
我们公司现在设备管理比较混乱,经常出现设备故障找不到原因的情况,有人建议引入生产设备管理系统,这到底有什么好处呢?
引入生产设备管理系统的好处可以从几个角度来分析:
1. 提高效率:系统能够自动追踪设备运行状态,减少人工检查的时间。
2. 降低成本:通过预防性维护,减少突发故障带来的维修成本。
3. 数据支持决策:系统提供的数据分析可以帮助管理层做出更科学的决策。
从SWOT分析来看,虽然初期可能需要一定的投入,但从长远看,优势远大于劣势。如果想进一步了解,不妨点击免费注册试用或者预约演示,看看是否符合您的需求。
生产设备管理系统适用于哪些行业?
我们是一家食品加工企业,不知道生产设备管理系统是不是只适合重工业,像我们这样的企业能不能用呢?
生产设备管理系统不仅适用于重工业,还广泛应用于以下行业:
- 食品加工:确保设备卫生标准,提高生产效率。
- 制药行业:严格遵循法规要求,保证设备精度。
- 电子制造:精细化管理,降低次品率。
- 汽车行业:大规模生产线管理,优化资源配置。
免责申明:本文内容通过 AI 工具匹配关键字智能整合而成,仅供参考,伙伴云不对内容的真实、准确、完整作任何形式的承诺。如有任何问题或意见,您可以通过联系 12345@huoban.com 进行反馈,伙伴云收到您的反馈后将及时处理并反馈。
热门内容
推荐阅读
最新内容
用零代码轻松搭建,在⼀个平台上管理所有业务
超多模板 开箱即用




















能陪你创业,也能陪你上市
300万用户都在使用伙伴云,他们在竞争中脱颖⽽出
成为每个组织数字化历程中最值得信赖的伙伴
服务千行百业,值得您信赖