目录
万吨酒厂如何迈向智能化?揭秘万吨酒厂设备管理系统的神奇之处
面对设备种类繁多、维护成本高、数据孤岛及安全隐患等挑战,万吨酒厂亟需一套高效、全面的设备管理系统。本文将深入探讨万吨酒厂设备管理系统的核心价值、功能模块及选择要点,并通过成功案例展示其实际应用效果,助力酒厂迈向智能化管理新台阶。
用户关注问题
什么是万吨酒厂设备管理系统?
哎,我听说有个专门给能产万吨酒的大酒厂用的设备管理系统,这到底是干啥的?
万吨酒厂设备管理系统是一套专为大型酒厂(年产能达到万吨级别)设计的综合管理软件。它主要用于监控和管理酒厂内的各种生产设备,包括但不限于发酵罐、蒸馏器、灌装线等,确保生产流程的高效运行。通过该系统,酒厂可以实时掌握设备状态、预防故障发生、优化生产计划,从而提高整体生产效率和产品质量。如果您对这套系统感兴趣,不妨点击免费注册试用,亲身体验其带来的便捷与高效。

万吨酒厂为什么需要设备管理系统?
我一个朋友在万吨酒厂工作,他们老板说要上设备管理系统,这真的有必要吗?
对于万吨酒厂来说,设备管理系统是提升竞争力的关键。首先,它能实时监控设备状态,及时发现并处理潜在故障,避免生产中断。其次,系统能优化生产计划,根据设备能力和市场需求灵活调整,提高生产效率。再者,通过数据分析,酒厂还能不断改进生产工艺,降低成本,提升产品质量。因此,对于追求高效、稳定生产的大型酒厂而言,设备管理系统无疑是不可或缺的。现在预约演示,让我们一起探索更多可能。
万吨酒厂设备管理系统有哪些主要功能?
这个万吨酒厂设备管理系统都能干些啥?能不能具体说说?
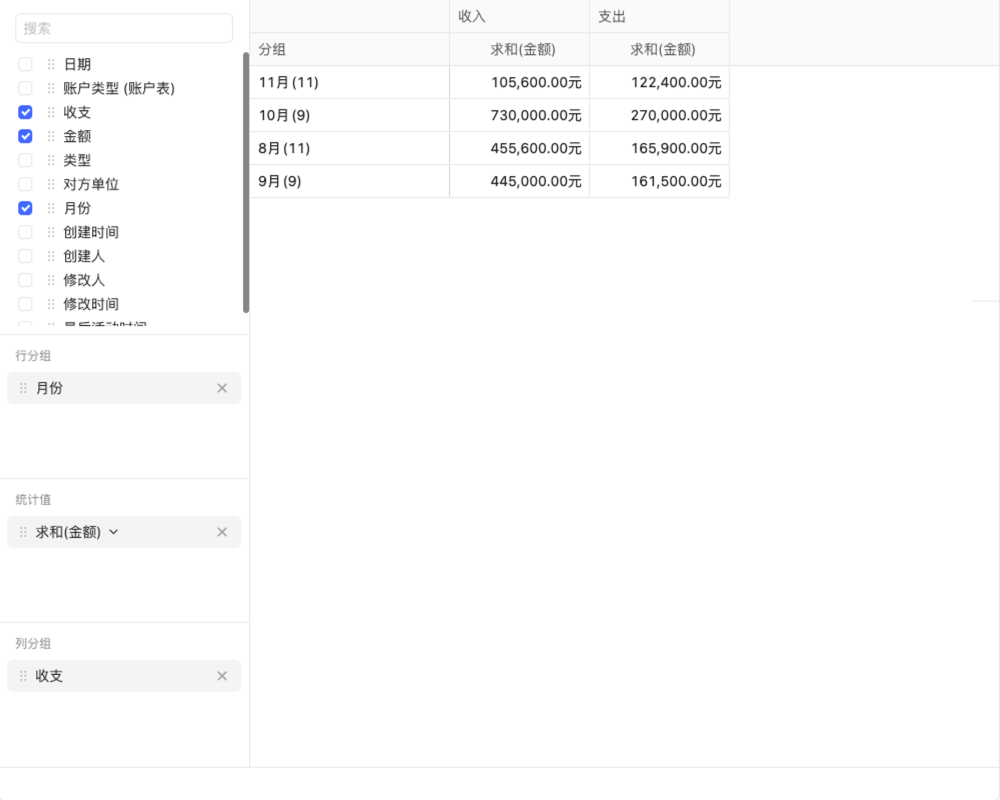
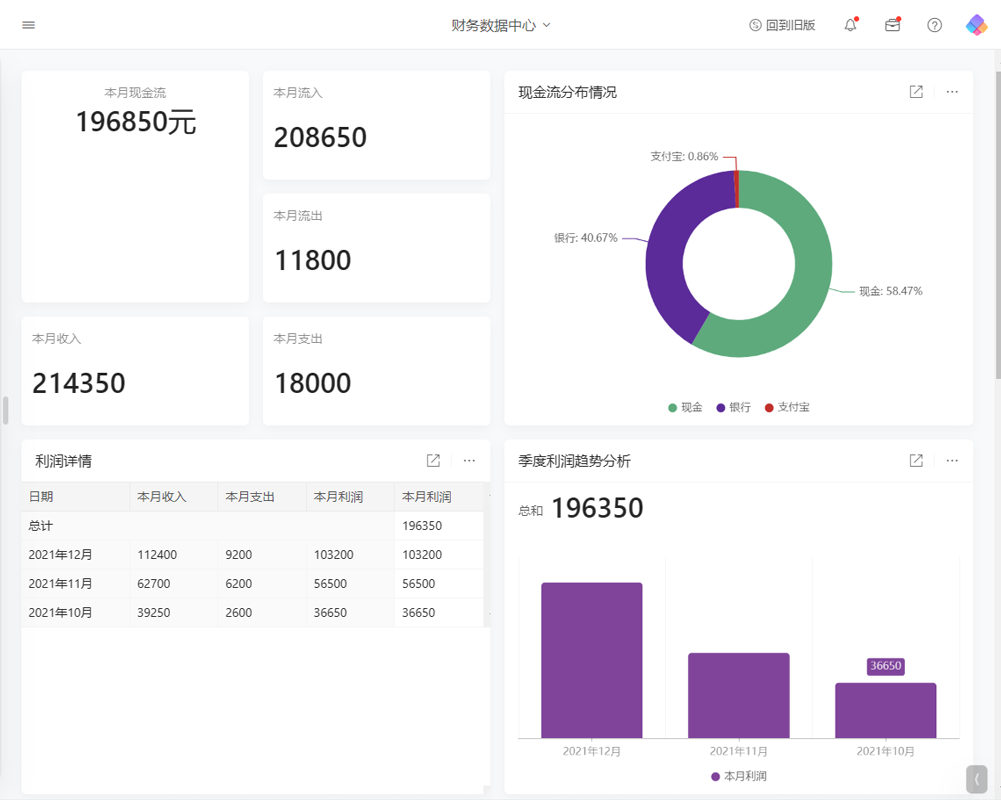
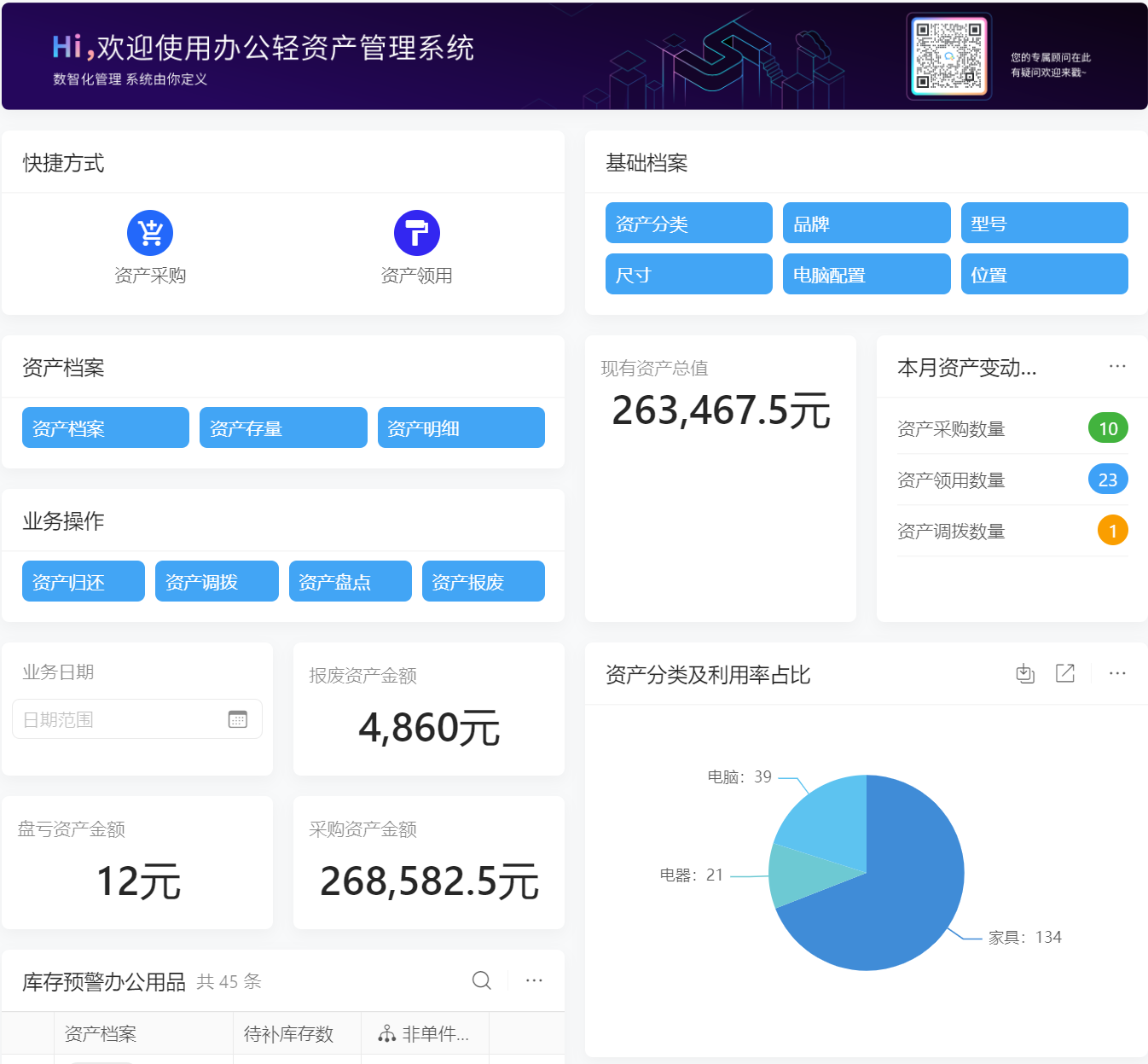
万吨酒厂设备管理系统功能丰富,主要包括:1.设备监控:实时监测设备运行状态,预警潜在故障;2.生产计划管理:根据设备能力和市场需求制定最优生产计划;3.维护保养:制定并执行设备维护保养计划,延长设备寿命;4.数据分析:收集并分析生产数据,为决策提供支持;5.安全管理:确保设备操作符合安全规范,预防事故发生。这些功能共同助力酒厂实现高效、稳定、安全的生产。想要了解更多详情,欢迎点击免费注册试用。
如何选择适合万吨酒厂的设备管理系统?
我们酒厂也想上设备管理系统,但市面上那么多,怎么选才合适呢?
选择适合万吨酒厂的设备管理系统,需考虑以下几点:1.需求分析:明确酒厂的具体需求,如设备类型、生产流程等;2.功能匹配:选择功能全面且符合酒厂需求的系统;3.易用性:系统界面友好,操作简单易上手;4.扩展性:系统能随酒厂发展而扩展升级;5.服务商实力:选择有丰富经验和良好口碑的服务商。综合以上因素,您可以筛选出几款备选系统,并通过试用或演示进一步评估。我们非常乐意为您提供免费试用机会,助您做出明智选择。
万吨酒厂设备管理系统实施后效果如何?
听说实施了设备管理系统后,酒厂的生产效率会大大提升,是真的吗?
确实如此。实施万吨酒厂设备管理系统后,酒厂通常能收获显著成效:1.生产效率提升:通过优化生产计划和设备监控,减少生产中断和等待时间;2.成本降低3.产品质量提升4.决策支持
免责申明:本文内容通过 AI 工具匹配关键字智能整合而成,仅供参考,伙伴云不对内容的真实、准确、完整作任何形式的承诺。如有任何问题或意见,您可以通过联系 12345@huoban.com 进行反馈,伙伴云收到您的反馈后将及时处理并反馈。