目录
MES系统采购管理能为企业带来哪些实际价值?
MES系统采购管理是现代制造业不可或缺的环节,它不仅涵盖了传统采购管理功能,更实现了与生产、库存、财务等环节的无缝对接。通过供应商管理、采购计划制定、采购订单管理等功能,MES系统采购管理可帮助企业降低采购成本、提高效率、加强风险控制并优化供应链关系。面对市场众多选择,企业应根据自身规模、行业特点、系统集成度等因素挑选合适的MES系统采购管理方案。某汽车零部件制造企业的成功案例表明,MES系统采购管理能显著改善采购周期、库存周转次数、供应商交货准时率等关键指标,为企业创造更多价值。
用户关注问题
MES系统中的采购管理模块有哪些核心功能?
我们公司正在考虑引入MES系统,想具体了解一下这个系统里的采购管理能做些什么呢?
MES系统中的采购管理模块具有以下核心功能:
1. 供应商管理:可以对供应商进行分类、评级等操作,方便企业选择合适的供应商。
2. 采购计划制定:根据企业的生产计划和库存情况来制定合理的采购计划,确保生产所需物料的及时供应。
3. 采购订单处理:从下单到收货确认整个流程都可以在MES系统中完成,提高了工作效率。
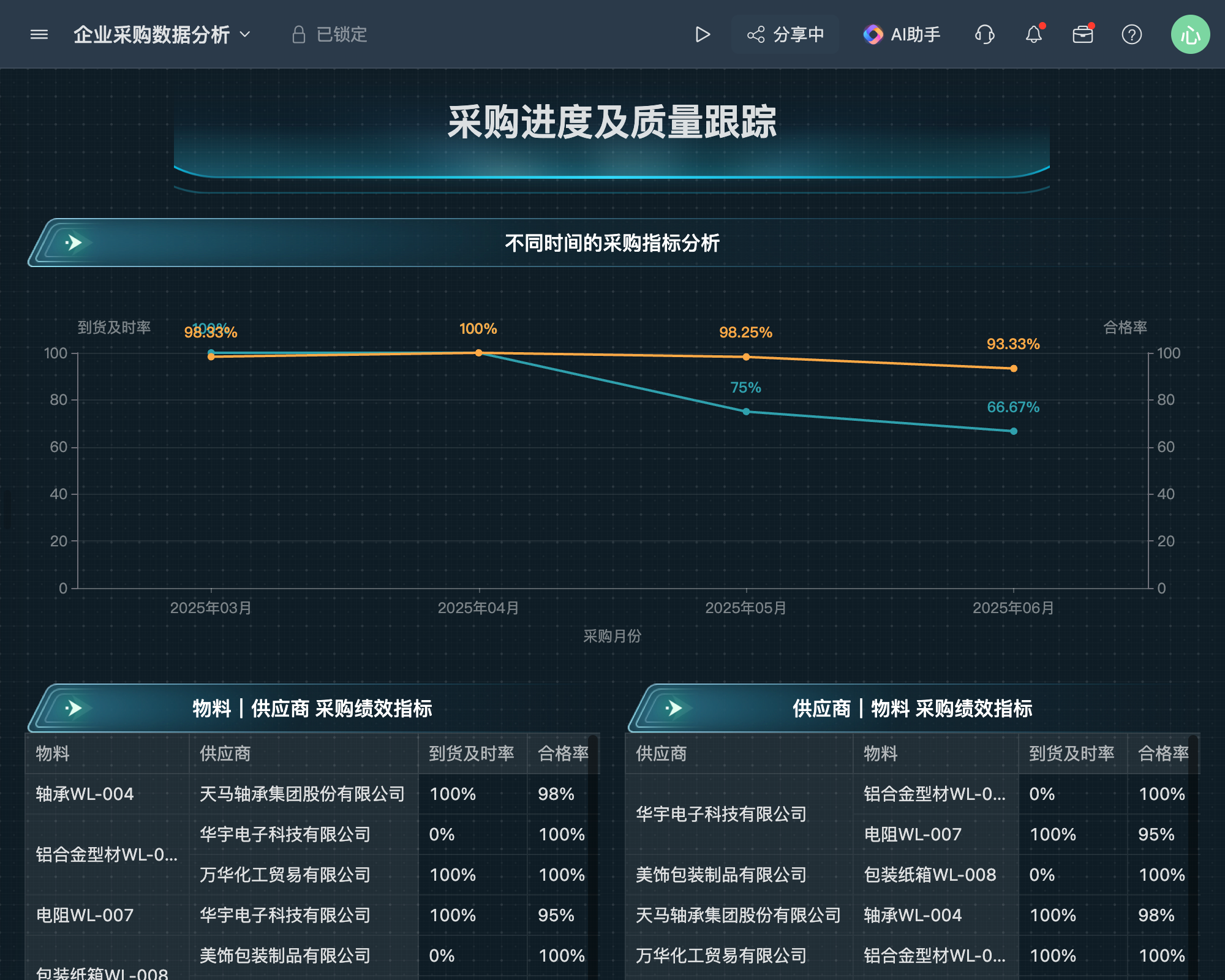
4. 采购数据分析:通过分析采购数据,如采购成本、交货期等,为企业决策提供支持。
如果您想进一步了解MES系统的采购管理模块,欢迎点击免费注册试用或预约演示。

MES系统的采购管理对企业有哪些好处?
我听说MES系统的采购管理对企业有很多好处,但是具体是哪些呢?对于我们这样的制造企业来说真的有用吗?
MES系统的采购管理对企业有着诸多好处:
1. 提升效率:从传统的手工操作转变为信息化管理,大大减少了人工失误,提高了工作效率。
2. 控制成本:通过对供应商的严格筛选以及对采购价格的监控,有效降低了采购成本。
3. 优化供应链:加强了与供应商之间的沟通协作,使得整个供应链更加顺畅。
4. 支持决策:准确及时的数据为管理层提供了有力的决策依据。
对于制造企业而言,这些优势是非常明显的。为了更好地体验MES系统的采购管理带来的便利,您可以点击免费注册试用或者预约演示。
MES系统采购管理如何帮助企业实现精准采购?
我们公司总是因为采购不准确而导致库存积压或者缺料停产,听说MES系统的采购管理可以帮助解决这个问题,具体是怎么做到的呢?
MES系统的采购管理能够帮助企业实现精准采购:
1. 数据驱动:基于准确的生产计划和实时库存信息,自动生成合理的采购需求。
2. 智能算法:运用先进的算法模型预测未来一段时间内的物料需求量,避免过度采购或采购不足。
3. 供应商协同:与供应商建立紧密的合作关系,及时共享需求信息,确保按时按量供货。
4. 过程监控:全程跟踪采购订单的状态,一旦出现异常情况立即预警并采取措施。
通过以上方式,MES系统的采购管理可有效减少库存积压和缺料停产现象的发生。如果您希望详细了解MES系统的采购管理,欢迎点击免费注册试用或预约演示。
免责申明:本文内容通过 AI 工具匹配关键字智能整合而成,仅供参考,伙伴云不对内容的真实、准确、完整作任何形式的承诺。如有任何问题或意见,您可以通过联系 12345@huoban.com 进行反馈,伙伴云收到您的反馈后将及时处理并反馈。