目录
智能制造工程管理是什么?全面解析数字化转型的核心技术
智能制造工程管理作为工业4.0时代的关键技术,深度融合物联网、大数据与人工智能,重构企业生产全流程。本文将深度解读其核心要素、典型应用场景及实施路径,揭秘如何通过智能化工程管理实现降本增效,为制造企业数字化转型提供可落地的解决方案。
用户关注问题
智能制造工程管理是什么?能解决哪些实际问题?
我们是一家中小型制造企业,最近老板总提智能制造工程管理,但具体能干啥、怎么帮我们省钱提效,大伙儿都一头雾水。比如车间经常因为排产混乱导致交货延迟,这玩意儿能管吗?
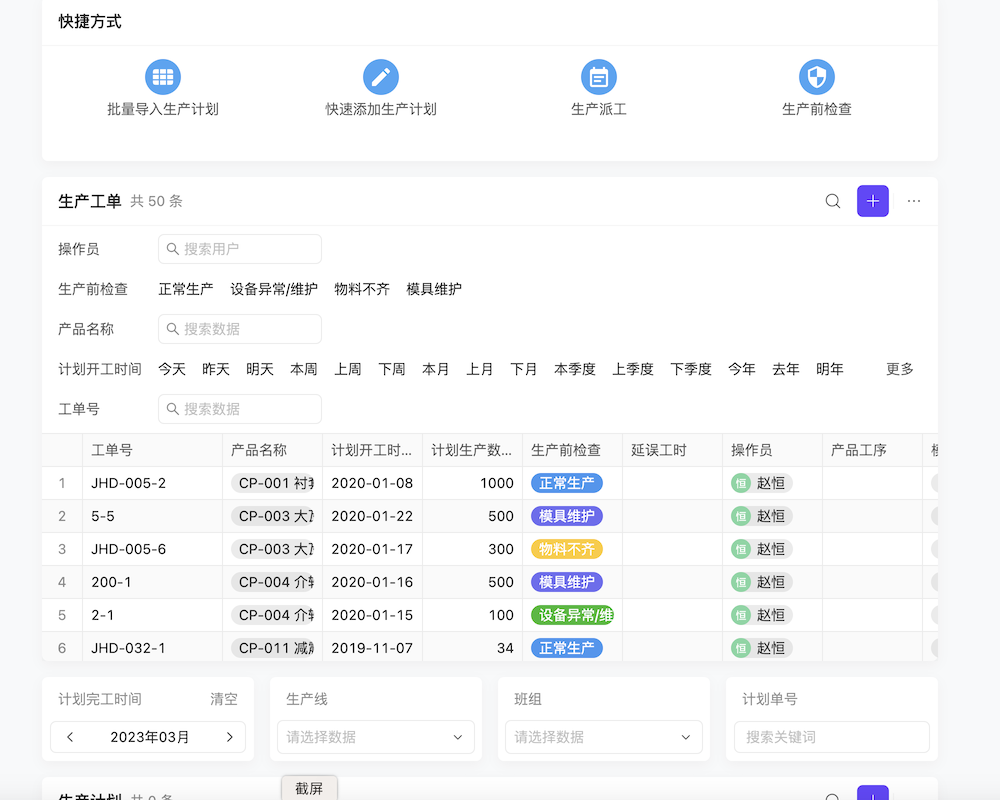
智能制造工程管理是通过数字化技术(如物联网、AI、大数据)优化生产全流程的体系化方法,核心解决效率、成本、质量三大问题。以您提到的排产混乱为例,它的具体作用包括:
- 动态调度:实时采集设备状态、订单进度等数据,自动生成最优排产方案,减少人工干预导致的误差;
- 风险预警:通过算法预测设备故障或物料短缺,提前规避停工风险;
- 资源整合:打通采购、生产、仓储环节数据,降低库存积压20%以上。
根据SWOT分析,其优势在于快速响应市场变化,但需注意初期投入成本较高。建议中小型企业从关键环节试点(如排产模块),逐步验证ROI。我们提供30天免费试用版,点击可体验自动排产功能→
智能制造工程管理的核心要素有哪些?如何落地?
公司计划推进智能制造,但IT部门说需要搞工程管理平台,生产部又强调设备联网,到底该先做哪一步?有没有系统化的实施步骤?
智能制造工程管理的落地需围绕4个核心要素展开:
| 要素 | 作用 | 实施优先级 |
|---|---|---|
| 数据采集(IoT) | 获取设备、物料实时状态 | ★☆☆☆(基础) |
| 流程建模(BPM) | 标准化生产、质检等流程 | ★★☆☆ |
| AI决策中枢 | 自动优化排产、能耗等策略 | ★★★☆ |
| 组织协同 | 打破部门数据孤岛 | ★★★★(难点) |
推荐实施路径:
- 选择高价值产线部署传感器,1周内完成数据接入;
- 通过低代码平台搭建工单管理等轻量级应用;
- 基于历史数据训练预测性维护模型,降低故障率。
我们已为200+企业提供全流程陪跑服务,点击预约个性化方案演示→
传统制造业转型智能制造工程管理,最大的难点是什么?
工厂现有ERP用了十年,员工习惯纸质工单,突然要上马智能系统,管理层担心投入打水漂。这种老厂改造到底难在哪?
传统制造企业转型的难点可用“3个70%陷阱”概括:
- 数据利用率<70%:设备老旧导致数据采集不全,需通过边缘计算网关补足;
- 员工抵触率>70%:采用渐进式培训(如从移动端报工切入);
- ROI达标周期>70周:通过模块化部署缩短回报周期。
辩证来看,老旧系统反而具备流程固化度高的优势。建议:
- 优先用API对接ERP获取基础数据;
- 在质检等高错误率环节部署AI辅助;
- 用节省的成本反哺硬件改造。
我们提供旧系统兼容性评估工具,注册即送诊断报告→
智能制造工程管理如何提升产品质量?
我们做精密零部件,客户投诉不良率忽高忽低。听说智能系统能管控质量,但具体怎么实现的?总不能全靠机器检测吧?
智能制造工程管理通过“预防-监控-溯源”三级质量管控提升良品率:
- 预防阶段:
- 根据历史数据建立工艺参数知识库,自动校验操作合规性;
- 物料入库时用RFID匹配供应商批次评级,规避原料风险。
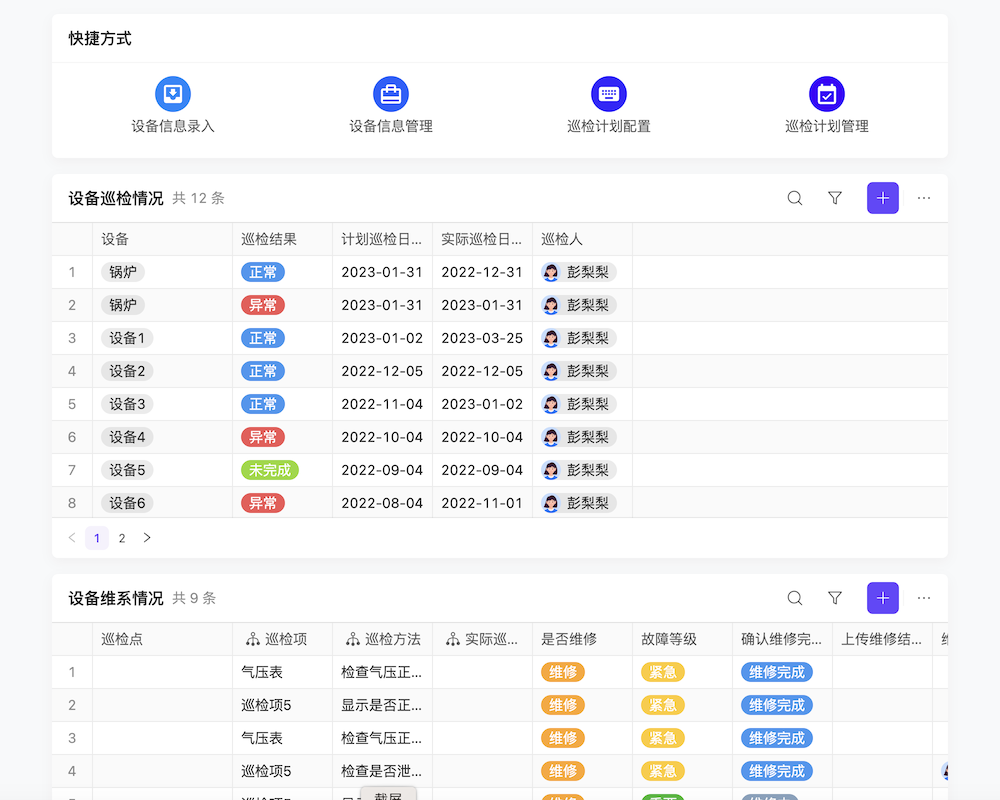
- 监控阶段:
- 在生产线上部署视觉检测+光谱分析设备,实时捕捉微观缺陷;
- 通过SPC(统计过程控制)分析波动趋势,提前调整设备参数。
- 溯源阶段:
- 利用区块链技术建立全生命周期档案,10秒定位问题工序;
- 生成改善建议库,减少同类问题复发。
某客户应用后不良率下降67%,点击获取行业标杆案例集→
免责申明:本文内容通过 AI 工具匹配关键字智能整合而成,仅供参考,伙伴云不对内容的真实、准确、完整作任何形式的承诺。如有任何问题或意见,您可以通过联系 12345@huoban.com 进行反馈,伙伴云收到您的反馈后将及时处理并反馈。