目录
氯碱厂仓库管理系统为何成为现代化工企业的必备之选?
在竞争激烈的化工行业中,氯碱厂仓库管理系统的应用正变得日益重要。通过高效的库存管理、数据分析和安全合规功能,该系统能够帮助企业降低成本、提高效率并增强安全性。同时,结合物联网和人工智能技术的未来发展,将为氯碱厂带来更多智能化管理的可能性。了解如何选择适合的氯碱厂仓库管理系统,助力企业实现长期发展。
用户关注问题
氯碱厂仓库管理系统有哪些核心功能?
比如我们厂最近想上一套氯碱厂仓库管理系统,但不知道这套系统到底能干啥?它有哪些核心功能可以帮助我们更好地管理仓库呢?
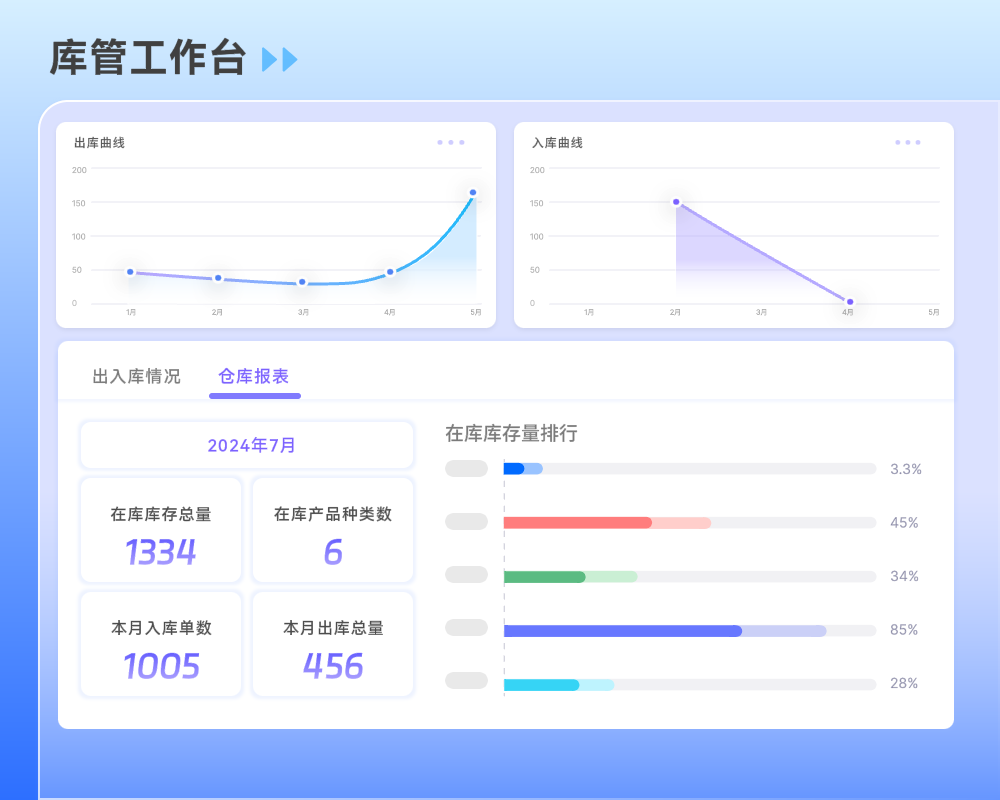
氯碱厂仓库管理系统的核心功能主要集中在提升仓库管理效率和数据精准性上。以下是几个关键功能:
1. 库存管理:通过条码或RFID技术,实时追踪每批货物的出入库情况,确保库存数据准确无误。
2. 物料追溯:针对氯碱化工产品特性,系统可以记录物料来源、生产批次及流向,满足行业合规要求。
3. 安全管理:设置危险品存储区域,严格控制化学品存放条件,避免安全隐患。
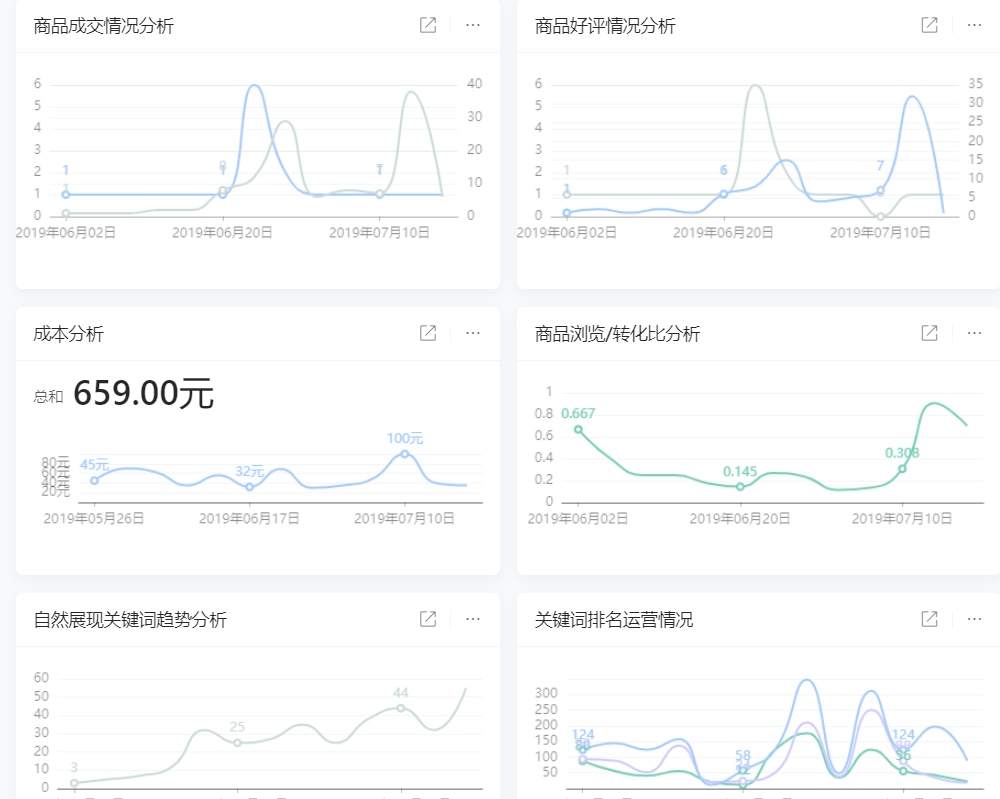
4. 报表分析:生成库存周转率、损耗率等分析报表,为管理层提供决策依据。
如果您对这些功能感兴趣,可以考虑注册试用我们的系统,或者预约演示,亲自体验一下系统的强大功能哦!

氯碱厂仓库管理系统如何提升仓储效率?
我们厂的仓库管理一直比较传统,听说用氯碱厂仓库管理系统可以提升效率,具体是怎么做到的呢?
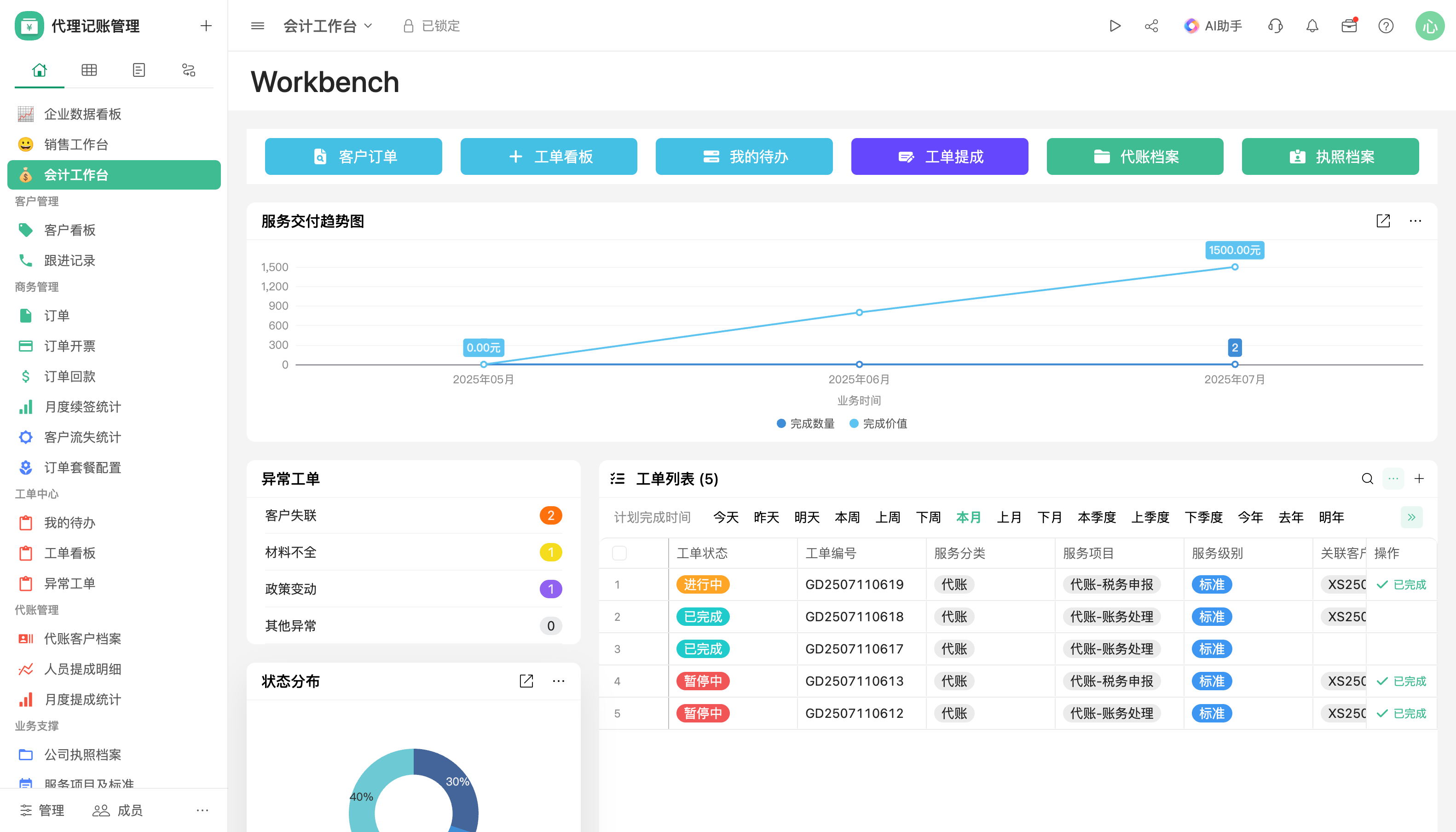
通过引入氯碱厂仓库管理系统,可以从以下几个方面提升仓储效率:
1. 自动化流程:从入库到出库的全流程自动化操作,减少人工干预,降低错误率。
2. 优化空间利用:系统根据货物属性和体积,智能分配存储位置,最大化利用仓库空间。
3. 快速查找:借助条码或RFID技术,快速定位货物位置,缩短找货时间。
4. 数据实时更新:所有操作实时记录并同步到系统中,管理人员可以随时掌握库存动态。
如果想进一步了解如何通过系统提升效率,欢迎点击免费注册试用,或预约演示,我们将为您详细展示系统的优势。
氯碱厂仓库管理系统如何保障化学品安全存储?
我们厂里存储了很多危险化学品,担心使用普通的仓库管理系统不够安全,氯碱厂专用的系统在这方面有什么特别之处吗?
氯碱厂仓库管理系统在保障化学品安全存储方面有独特的优势:
1. 分区管理:系统可以设定不同的存储区域,将危险化学品与普通物料分开存放。
2. 环境监控:实时监测仓库内的温湿度、气体浓度等环境参数,一旦超出安全范围立即报警。
3. 权限控制:只有经过授权的人员才能操作涉及危险化学品的相关模块,确保操作安全。
4. 应急预案:系统内置应急预案模块,遇到突发事件时能够迅速响应。
为了更直观地了解系统的安全保障措施,建议您点击免费注册试用或预约演示,我们会为您提供详细的介绍。
免责申明:本文内容通过 AI 工具匹配关键字智能整合而成,仅供参考,伙伴云不对内容的真实、准确、完整作任何形式的承诺。如有任何问题或意见,您可以通过联系 12345@huoban.com 进行反馈,伙伴云收到您的反馈后将及时处理并反馈。